Alexander Heneka
Karlsruher Institut für Technologie (KIT)
Institut für Technologie und Management im Baubetrieb (TMB) Gotthard-Franz-Str. 3, Geb. 50.31, 76131 Karlsruhe
E-Mail: alexander.heneka@kit.edu
Junaid Chaudhry, Sascha Gentes, Carla-Olivia Krauß, Jonas Ruoff
Karlsruher Institut für Technologie (KIT)
Institut für Technologie und Management im Baubetrieb (TMB) Gotthard-Franz-Str. 3, Geb. 50.31, 76131 Karlsruhe
E-Mail: muhammad.chaudhry@kit.edu carla-olivia.krauss@kit.edu
INTRODUCTION
Dismantling and disposal of the reactor pressure vessel (RPV) and its built-in components is a major challenge. Due to years of exposure to neutron radiation, the activated components can only be dismantled and packaged remotely. For reasons of radiation protection, techniques that can be used under water are favoured due to the shielding effect. One such cutting technique that can be used for dismantling the RPV and the components is the water abrasive suspension cutting process (WASS). This flexible process is able to cut components that are under mechanical stress. Another advantage of this cutting process is, that no aerosols are produced. The cutting process produces a mixture of the inactive abrasive particles and the steel particles of the radioactive steel component. Previously this mixture had to be disposed of as radioactive waste. The amount of secondary waste is considerable, which can double the volume of the total radioactive waste of the cut parts, depending on the application of the process. Due to the considerable disposal costs of the radioactive waste, the WASS process for the dismantling of the RPV and its components has a disadvantage from an economic point of view, despite the technical advantages.
In the BMBF-funded MASK project „Magnetic separation of grain mixtures to minimise secondary waste in the dismantling of nuclear facilities“, a separation system was developed to treat the secondary waste from the WASS process. This is referred to below as the MASK system. The grain mixture first passes through a wet sieving process to remove fine particles and then through a magnetic separation process to separate the steel particles. By combining these steps, the degree of separation of the steel particles can be increased and an abrasive fraction is obtained after treatment, which can be used for a new WASS cut.
There is already an existing separation system that is operated in batch mode. In the current project, this existing system will be converted to a continuously operated system. A continuous, closed magnetic filter has been developed for magnetic separation and is currently being patented.
KEYWORDS
Reduction of secondary waste, water abrasive suspension cutting, sieving, magnetic filtration,
continous operation
SEPARATION SYSTEM IN BATCH OPERATION
The MaSK separation system is shown in Figure 1. The system is operated in batch mode and carries out five process steps, including three separation steps, namely wet sieving (size classification), filtration (solid-liquid separation) and magnetic filtration.
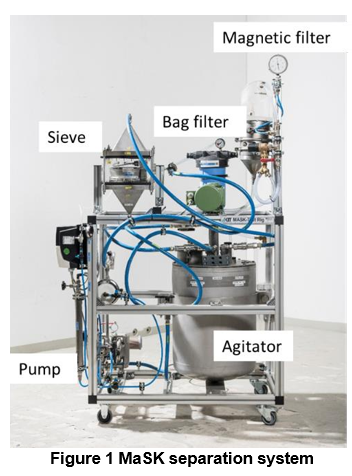
All process steps are carried out with a suspension of water, abrasive particles and steel particles. The agitator uses a stirring container and a stirrer to create a homogeneous suspension with the material to be processed from the WASS. This suspension is pumped to the components by means of a membrane pump with a pulsation damper.
The first processing step is wet sieving. Here, the suspension is pumped onto a vibrating sieve. The fine particles pass through the sieve and the coarse particles collect on the sieve.
The second processing step is filtration, which can be carried out during the sieving process. The fines that have passed through the sieve are collected in the bag filter. After sieving and filtering, the coarse particles are flushed back into the stirring container by turning the sieve 180° and flushing water back into the stirring container.
In the third processing step, magnetic filtration, the coarse particles are pumped through a magnetic filter to remove large steel particles.
RESULTS
With a sieve mesh size of 180 µm, reuse percentages of up to 75 % can be achieved. A steel concentration in the range of 0.02 % – 0.05 % was measured in the reusable abrasive [2]. In order to achieve a high quality of reusable abrasive, the aim is to minimise sieving errors during processing. When sieving in batch operation with a mesh size of 180 µm, less than 5 % by mass of the fine particles remain in the reusable abrasive. Due to the small sieving error, the reusable abrasive can be used directly in the WAS cutting system without adding new abrasive [2].
TRANSFER TO CONTINUOUS OPERATION
Figure 1 shows the continuous operation of the separation system in a flow diagram.
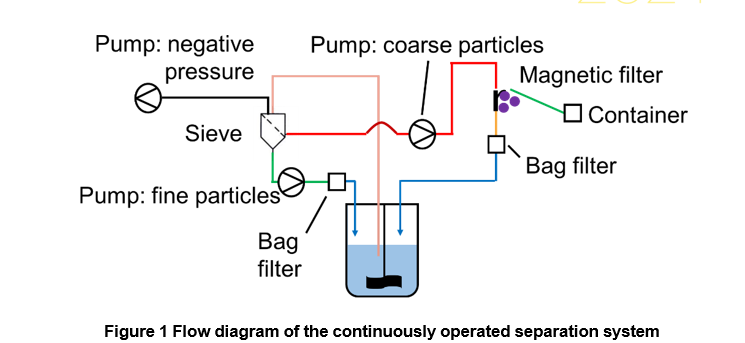
The particle mixture from the WASS cut is continuously fed into the agitator unit for treatment. A suspension of water, abrasive particles and steel particles is produced in the agitator unit. The mixture then enters the sieve. Here, the fine particles and coarse particles are separated and continuously removed. The fine particles are collected in a bag filter and the filtered water is returned to the agitator unit. The coarse particles are pumped through the magnetic filter. The steel particles of this fraction are separated by magnetic force. After the magnetic separation, the coarse particles are collected in a bag filter and made available to the WASS system for another cut. The filtered water is also fed back to the agitator unit.
COMPONENTS
SIEVE (CONTINUOUS OPERATION)
Figure 2 shows the operating principle of the continuously operated sieve. A vacuum is generated inside the housing by a pump that draws the air outside.
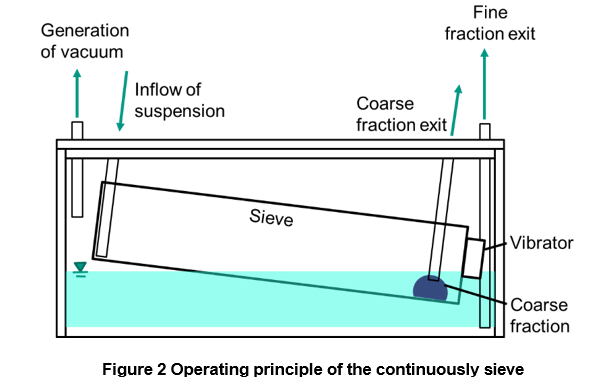
This negative pressure draws the water-particle suspension from the agitator through a delivery line to the inlet on the housing cover into the sieve system. This pump is set so that a constant water level is formed within the system, so that the bottom side of the inclined sieve is in the water and the top side is above the water. The water-particle suspension enters the sieve on the upper side. The particle mixture now moves downwards on the sieve due to the inclination and movements of the vibrator attached to the sieve. The fine particles pass through the sieve and the coarse particles remain on the sieve. At the bottom, the coarse particles are removed by a pump through a suction hose and collected in a bag filter. The fine particles are removed from the bottom of the housing by a membrane pump.
MAGNETIC FILTER (CONTINUOUS OPERATION)
The coarse particles from the sieving are then treated with a magnetic filter to separate the steel particles. Figure 3 shows the functional principle of the continuous magnetic filter.
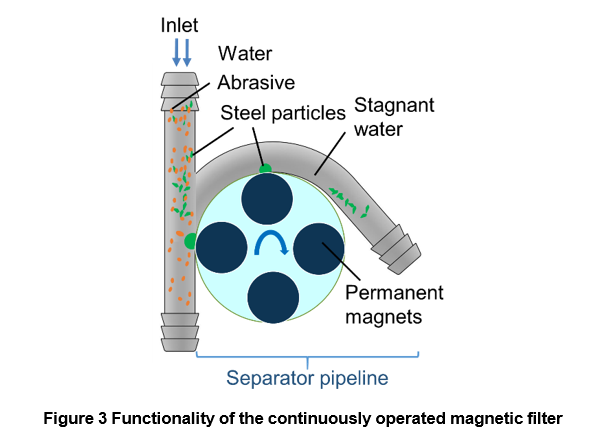
The magnetic filter consists of a 3d-printed structure, which is referred to as an “r-divider”. This r-divider consists of a pipe section, in which the suspension passes through, and a separator line, which is filled with a stagnant fluid. Magnetic rods rotate along the pipe section and the separator line, which are positioned in such a way that the maximum of the magnetic field touches the inside of the pipe section and the separator line. As the particle mixture flows through the pipe section, it passes through the magnetic field of the magnetic rods. This causes the magnetic particles, in this case the large steel particles, to be attracted by the magnetic field, whereas the abrasive particles pass through the conduit piece unaffected. The rotation of the magnetic rods now transports the steel particles into the separator line.
PRELIMINARY RESULTS
The continuously operated sieve was tested with an abrasive-steel mixture with a steel concentration of around 1-2 % by mass. After sieving, a steel concentration of 0.15 % by mass was measured in the coarse fraction. The proportion of fine particles in the coarse fraction was around 10 mass %. The separation efficiency of the sieving in terms of particle size is therefore sufficient for the abrasive obtained to be used in the WASS system without the addition of new abrasive. The steel concentration in the coarse fraction after sieving can further be reduced by the subsequent magnetic separation.
REFERENCES
[1] | C. -O. Krauß, Experimentelle und numerische Untersuchungen eines Magnetfiltersystems zur Minimierung von Sekundärabfall beim Rückbau kerntechnischer Anlagen. Dissertation, Karlsruhe, Deutschland: Karlsruher Institut für Technologie, 2021. |
[2] | A. Heneka, F. Becker, H. Geckeis, S. Gentes, C.-O. Krauß, J. Lützenkirchen, M. Plaschke, D. Schild and W. Tobie, A new technical approach for the minimization of secondary waste produced by water abrasive suspension cutting during disassembling of nuclear facilities. Atw 66, 2021. |
ACKNOWLEDGEMENT
The authors would like to thank the Federal Ministry of Education and Research for funding the work presented here as part of the NaMaSK project, as well as its predecessor projects NENAWaS and MaSK. We would also like to thank our project partners at the KIT Institute for Nuclear Waste Management. The authors would like to thank the companies ANT Applied New Technologies AG, Orano and EnBW for their support during the project.
0 Comments