- Introduction
After the earthquake on March 11, 2011, off the coast of Japan and the associated nuclear accident in the „Fukushima Daiichi“ nuclear facility, the German government decided to phase out of nuclear power. As a result, today most of the German nuclear power plants are shut down. In January 2020 six nuclear power plants are still in operation whereas 25 are in the decommissioning or dismantling phase [Deutsches Atomforum e.V., 2014].
There are different thermal and mechanical cutting techniques available for the dismantling of a reactor pressure vessel (RPV) and its internals [Lee et al., 2019]. These conventional techniques are well approved and established for nuclear disassembling [Pospíšil, 2013]. Thermal cutting techniques use heat power generated, e.g. by a laser beam or a plasma arc for melting the component to be cut [Thierfeldt et al., 2009]. However, an unwanted limitation of these techniques is the emission of aerosols and hydrosols, which are produced and locally released in the surrounding area. In particular, when activated or contaminated components are cut, additional precautions must be taken to meet the radiation protection requirements.
Mechanical cutting techniques involve mechanical power for the disassembling. Common examples of mechanical cutting are the different sawing techniques [Thierfeldt et al., 2009]. During the cutting process usually swarfs or other particles are produced which are composed of the saw kerf material. This particulate matter can be retained using air filters or cyclone separators in order to prevent the surrounding area from radioactive contamination. Even though mechanical techniques like sawing are commonly applied for disassembling nuclear installations, they comprise certain technical limitations, i.e. for the segmentation of complex or difficult-to-access structures like the RPV internals or for components under high mechanical tension like the RPV itself.
Several innovative technical approaches are developed to circumvent the above-mentioned limitations. One promising mechanical technique is water abrasive suspension (WAS) cutting. Depending on the material being cut and its thickness, a mixture of mineral particles with sizes in the 100 µm range is suspended in water and shot with a high velocity jet on the target surface [Hashish, 1984]. These so-called abrasive particles are composed of hard minerals like garnet with Mohs hardness in the range between 6.5 and 7.5. In the waterjet nozzle, the suspended particles pass an orifice in the range of < 1 mm (composed of a very hard material, e.g. tungsten carbide) with a pressure in the range of 0.1 GPa. The kinetic energy of the abrasive particles striking the cut surface is sufficiently high to machine, e.g., steel components. WAS offers several considerable advantages among the conventional cutting techniques. First, it can be easily remotely handled which is highly appreciated for actions in nuclear deconstruction in order to meet the radiation protection requirements. Second, geometrically complex structures like the RPV internals are easily cut, since the waterjet head is compact and can be easily positioned at difficult-to-access places. Third, the WAS technique does not produce any aerosols or hydrosols because, both the heat produced and particles released from the kerf material during cutting are cooled and retained in the aqueous medium, respectively. Finally, the WAS technique is not limited to any cut material properties because the cut is contact-free and the deposited energy can be regulated by the cut parameters.
These benefits of WAS were demonstrated during the dismantling of two nuclear power plants, namely Stade and Würgassen, Germany. Here, the WAS technique was successfully applied to segment part of the RPVs and their internals. [Schmitz et al., 2009; Kaulard et al., 2010]. As expected for a niche technique in the nuclear field the WAS technique exhibits an obvious limitation. During the cutting process, a mixture of used abrasive particles and radioactive steel particles from the saw kerf material is generated. Since the fraction of saw kerf material in this mixture is only a few percent, the volume of the so-called secondary waste increases drastically due to the huge amounts of used abrasive. It is well known that the volume of radioactive waste is a determining factor of the disposal costs. From this point of view the WAS technique is actually uneconomic for a common application in the nuclear field except for certain special tasks. For this reason and despite of its intrinsic technical benefits, the breakthrough of the WAS cutting technique in nuclear dismantling has been hampered so far.
In the present work, a new technical approach is presented combining different process steps in order to separate the radioactive steel particles from the WAS particle mixture, thus aiming at reducing the volume of secondary waste. Our approach includes a detailed characterization of the steel/abrasive particles mixtures as a prerequisite for the development of an adapted separation process. The efficiency of this process is demonstrated by a specially constructed test rig.
- Materials and methods
In Figure 1a, a scheme of WAS cutting for radioactive steel is given. A suspension of water and abrasive particles passes a tiny nozzle with high pressure and hits the target surface. Figure 1b depicts the cut head of a WAS cutting rig and the free-blowing waterjet. During the cutting process, the abrasive particles hit the target component producing a mixture of steel and abrasive particles, the so-called original steel/abrasive particle mixture (OM). In a real application at a nuclear facility, OM would contain radioactive material due to neutron activation or contamination.

Fig. 1: Scheme of WAS cutting (a); free-blowing nozzle of the WAS cut head (b).
For our separation tests non-radioactive material was employed. OM material was prepared by cutting steel blocks using WAS and collecting the steel/abrasive particle mixture. For this purpose, three different stainless steels (1.4307, 1.4550 and 1.4571) were cut, which are commonly used in RPV constructions [Ilg et al., 2008]. The cutting was performed on the factory premises and with the help of the ANT AG (Lübeck, Germany), a leading company in the field of WAS cutting [Kleimann, 2009]. A WAS cutting rig was built and configured with a basin. The steel blocks were cut at a pressure of 2000 bar (2*108 Pa), the diameter of the WAS nozzle was 0.6 mm and the thickness of the steel blocks was 100 mm. As abrasive material the garnet 80 HPX (Barton International, Glens Falls, NY, USA) was used. OM material was collected in plastic barrels and transported to KIT for analyses.
Particles were analyzed by scanning electron microscopy and energy dispersive X-ray spectroscopy (SEM-EDS, Quanta FEG 650, FEI a part of Thermo Fisher Scientific Inc.). The particle size and shape is visualized by backscattered electron imaging. Backscattered electron images provide a material contrast between high and low Z elements. Thus, steel particles were detected during imaging and analyzed by EDS.
The steel content (as wt%) is quantified in the various particle mixtures via their elemental composition using inductively coupled optical emission spectrometry (ICP-OES, Optima 8300 DV, Perkin Elmer, Witham, USA). The steel fraction in a sample aliquot (50 to 250 mg) is digested in 10 mL hot concentrated HCl/HNO3 (volume ratio 3:1; time 1.5 h; T = 80 °C; HNO3 = 60 wt%, HCl = 30 wt%; ultrapure quality), transferred to a 25 mL volumetric flask, filled up with ultrapure water and analyzed. An aliquot of pure garnet is analyzed as blank sample with each sample series. We chose Ni as accessory element for the steel mass fraction in the particle mixtures because it provided the lowest background in the blank samples and an undisturbed analytical element line. As an example, the analysis of pure steel 1.4307 is summarized in Table 1.
Table 1: Element fraction [wt%] in steel 1.4307 (X2CrNi18-9)
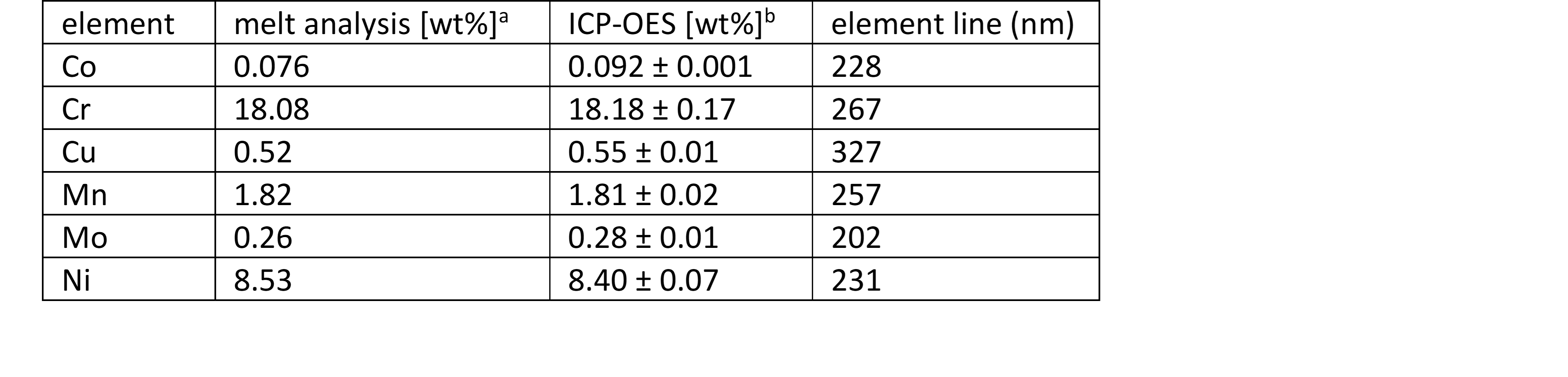
a according to the manufacturers certificate from the 30.8.2016
b this work
Particle size distributions were obtained by sieve analysis. Wet and dry sieving was carried out by use of AS200 Control sieve machine (Retsch GmbH, Haan, Germany) with up to 8 sieves with mesh sizes between 71 µm and 450 µm.
Streaming-potential measurements were carried out using the cylindrical cell of the SurPass apparatus (Anton Paar, Graz, Austria). The procedure applied to measure on powdered material is described in detail elsewhere [Mączka et al. 2013]. Measurements for comparison were carried out on a steel sample using the adjustable gap cell of the same apparatus. The procedure for measurements on flat samples (20 mm on 10 mm) has been described in detail in the literature [Lützenkirchen et al. 2018]. pH changes were accomplished by adding HCl and NaOH solutions.
3. Results and conclusion
3.1 Characterisation of the steel/abrasive particle mixtures
For the design of an adapted separation process, detailed knowledge of particle size distribution, morphology, and composition of the steel/abrasive particle mixtures is crucial.
After production of OM using the WAS cutting rig at Lübeck the total steel content in the particle mixtures is determined. The steel-block was weighed before and after a cut. Knowing both the weight of the saw kerf material and the used abrasive, the steel mass fraction in OM is estimated as 2 wt%.
SEM analyses of the steel/abrasive particle mixtures reveal steel appearing in different forms, i.e. a relatively low amount of larger swarfs or particles with sizes in the > 200 µm range, smaller particles in the < 100 µm range, steel adherences to garnet particles, and void filling are observed (Figure 2). The steel adherences originate from the impact of abrasive particles onto steel. Such impact also causes fractures at the abrasive particles and fragmentation [Tae-Min Oh et al., 2019].
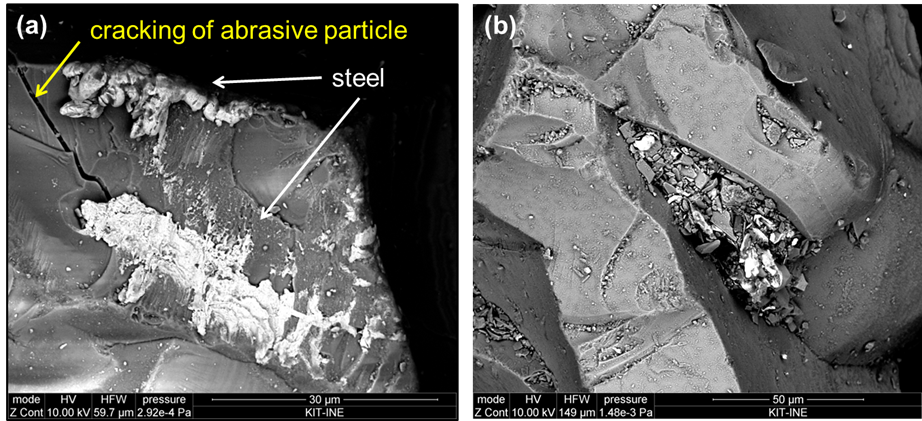
Fig. 2: Backscattered electron images showing a material contrast. (a) edge of an abrasive particle (grey) with steel adherence (light) and crack formation, horizontal field width of image: 60 µm. (b) filling of void at an abrasive particle; horizontal field width of image: 149 µm.
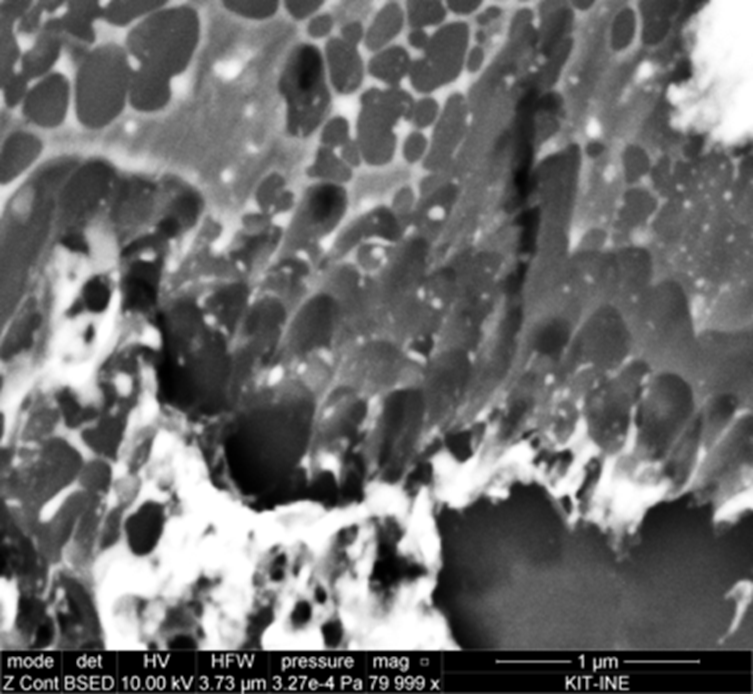
Closer analyses of the steel adherences show signs of solidified melts of steel and abrasive material (Figure 3). The abrasive particles used are sharp-edged almandine, Fe3Al2(SiO4)3, a garnet mineral with a density of 4.2 g/cm3, hardness of 6.5-7.5 on Mohs scale, and melting point of (1250-1315) °C. Stainless steel exhibits a density of 8 g/cm3 and a melting point of (1325-1530) °C depending on the specific alloy. With a waterjet velocity of about 580 m/s, an averaged sized abrasive particle has a kinetic energy of about 3 mJ. During the impact of an abrasive particle onto steel the kinetic energy is dissipated within the contact time of 1 to 3 ns. Radiative heat transfer proportional to T4 limits the temperature rise but it is still high enough to melt almandine and steel. However, intermixing of the materials during the melting process is not observed. Presently, the adherence of radioactive steel to abrasive particles and void fillings limit the attainable separation grade.
A wet sieve analysis is performed with one complete batch of OM (material 1.4550). Each size fraction was weighted and a particle size distribution is determined. In addition, for each size fraction the steel fraction is determined in order to see how the steel particles are distributed over the particle size fractions. The result is depicted in Figure 4 in form of a bimodal size distribution. About 25 wt% of OM consists of small (steel) particles and cracked abrasive particles < 180 µm, whereas about 75 wt% are almost intact abrasive particles > 180 µm. The mass fraction of steel in OM ranges between 1.5 wt% and 2 wt%. In Figure 4 the distribution of the steel concentration over the particle size fractions is included. From the sieve analysis one can conclude, that the major fraction of steel particles is in the size range < 106 µm. A Relatively small steel concentrations between only 0.02 and 0.05 wt% can be attributed to the sieving fractions > 106 µm.
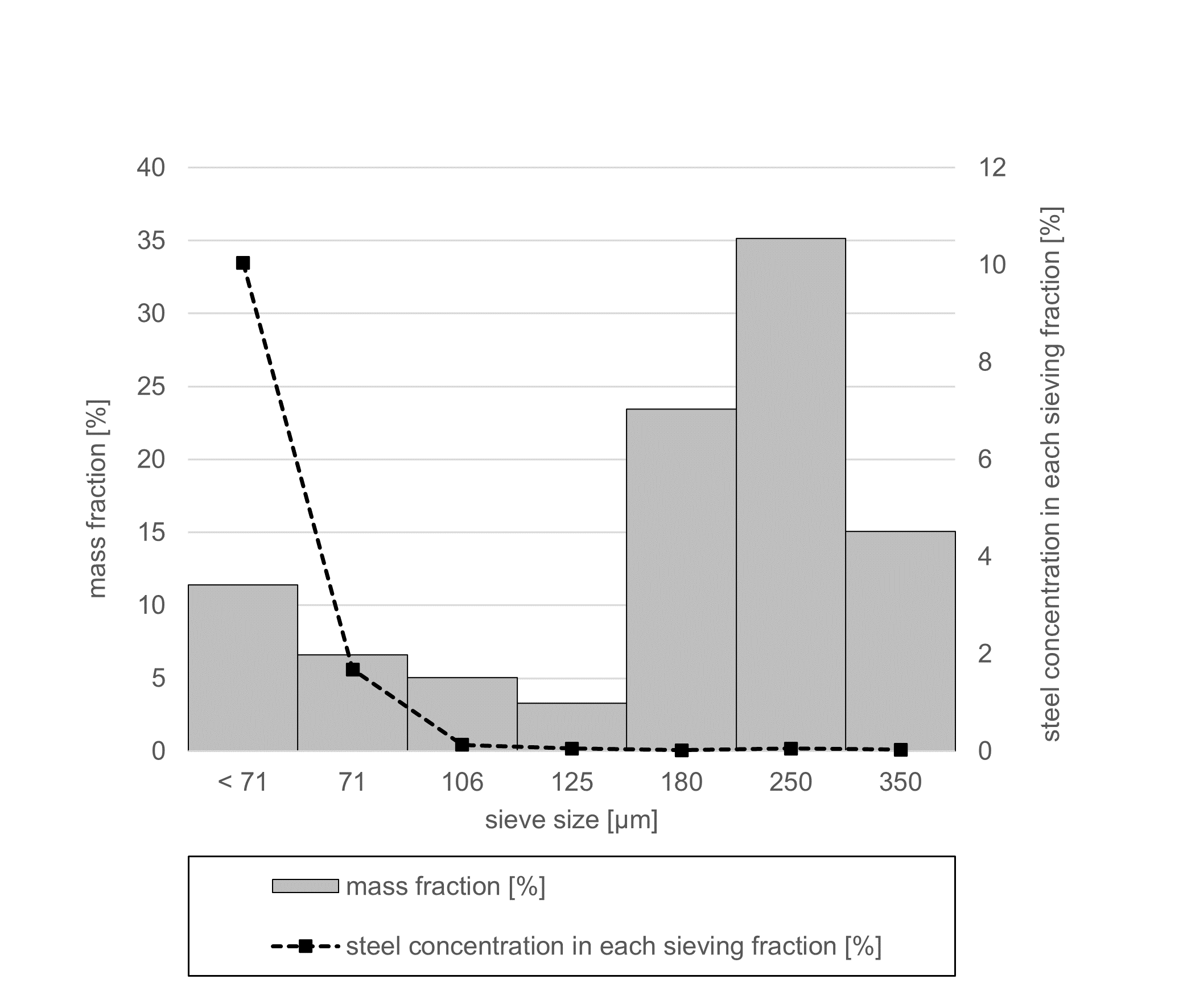
Fig. 4: Particle size distribution by sieve analysis of a steel/abrasive particle mixture. Subsequent chemical analysis shows the steel concentration of each size fraction (see text).
Suspended particles exhibit a charged surface depending on chemical composition and pH of solution. At a given pH, particles with different composition may have similar or opposite surface charge resulting in either a stable suspension or aggregation, respectively. At acidic pH, the surface charge is mostly positive (protonated) and at alkaline pH negative (deprotonated). In between, a point of zero charge exists at a certain pH. The surface charge indicated by the zeta-potential z of the abrasive particles was investigated by streaming potential measurements. The zeta-potential of two size fractions is studied as a function of pH (Figure 5). The data coincide exactly at pH < 4. This is the pH, where the electrolyte concentration is approximately 0.1 mM, and within the range of suitable salt levels both for pH measurements and for streaming potential measurements. The data indicate that the abrasive material is negatively charged above pH 2.8 for these size fractions, and this probably also applies to all other size fractions. The point of zero charge of stainless steel is around pH 4 to 4.5 [Cabanas et al., 2012] and abrasive particles and stainless steel particles will thus not adhere to each other in the near neutral pH range on account of electrostatic forces. However, iron corrosion products like magnetite, hematite or goethite have a point of zero charge in the range of pH 6.5 to 10 [Kosmulski, 2009] and will adhere to abrasive particles at near neutral pH.

Fig. 5: Zeta-potential z of two abrasive size fractions (< 200 µm, 250 – 314 µm) and of stainless steel (1.4307) as a function of pH.
The detailed knowledge of the steel/abrasive particle mixture is finally the key for the development of an adapted separation process. There are two main fractions in OM to be separated:
– a fine fraction (FF) composed of smaller steel particles and broken abrasive particles with sizes < 106 µm and containing roughly > 95 wt% of the total steel mass
– a coarse fraction (CF) composed of almost intact abrasive particles and a low number of larger steel swarf or particles with sizes > 106 µm and containing roughly < 5 wt% of the total steel mass.
In a nuclear application, fraction FF will contain most of the radioactivity and will be finally disposed. Fraction CF almost entirely consists of intact abrasive particles and a relatively low number of large steel particles. If the latter were separated, this fraction could be reused (fraction RF) as abrasive for subsequent WAS cutting. The principle of separation and reuse of the major part of the particle mixture for WAS cutting instead of final disposal is the key idea that allows for the reduction of secondary waste.
- The principle of separation and reuse
The principle of the separation and reuse process is illustrated in Figure 6. As described in the previous section, most of the used abrasive particles stay intact after cutting and only few particles shatter when they strike the target surface. However, only large particles provide sufficient kinetic energy for a new cutting and, therefore, only the larger fraction of abrasive particles can be reused. Separation of small abrasive fragments (fraction FF) and removal of remaining large steel particles from CF yield a similar particle size distribution and composition in the reusable fraction RF like as fresh abrasive.

Fig. 6: Principle of steel/abrasive separation and reuse of abrasive (for further explanations of original, fine, coarse and reusable fractions OM, FF, CF and RF, respectively, see text).
The first step is the separation of a fraction of fine abrasive fragments and steel particles (FF), which are too small for reuse for WAS cutting [Kantha Babu et al., 2002]. This is performed via wet sieving where FF passes the sieve since the particle size is smaller than the selected mesh size. The major content of CF corresponds to intact abrasive particles which are collected in the sieve. However, CF still contains larger steel particles from the saw kerf material.
Since the sieving process is only selective in terms of particle size, an additional separation step has to follow, to remove large steel particles from CF. For this purpose a magnetic filter is applied. By this additional separation step, the steel content in CF can be minimized. After passing through the wet sieving stage and the magnetic filter, RF mainly composed of intact abrasive particles is obtained for reuse in a subsequent cut cycle.
- Components and operation of a separation test rig
A small-scale separation test rig based on an adapted separation process is developed, constructed and put into operation. This test rig has to fulfill several requirements. First, the test rig must demonstrate that a reduction of secondary waste is possible by a combination of separation steps. This main goal can be achieved by an effective separation of fractions FF and CF. Second, the remaining steel content in CF must be minimized as a prerequisite for reuse. Third, the test rig must fulfill all requirements for a nuclear operation. This includes the principal design of the test rig, the employed components, materials, connections and fittings complying with nuclear safety requirements. Fourth, the test rig must be compact enough for an installation in a glove box, because a proof of principle of the separation process under nuclear operational conditions is planned.
In the following section, the setup of the separation test rig including its main components (Figure 7) and process steps are explained.

Fig. 7: Picture of the separation test rig with information about the main components and process steps (see text).
Separation is carried out in a batch process of five process steps including three separation steps, namely, wet sieving (size classification), filtering (solid/liquid separation), and magnetic filtering. All process steps are carried out in aqueous suspension. OM is brought into suspension (step A) in a stirring vessel (1) and pumped through pipelines to the components by means of a membrane pump (2) with a pulsation damper (3). The stirring vessel, pump and the components are connected in a loop, back to the stirring vessel.
The first separation step is the wet sieving process (B) retaining CF. The suspension is pumped from the stirring vessel onto a vibrating sieve (4) where CF is retained and FF passes through. The sieving is carried out until all CF is retained on the sieve.
The second separation step is the filtration of FF (C), which can be executed during the sieving process. After passing through the sieve, FF is pumped through a particle filter (5). The filter component consists of a filter housing that contains a bag filter. Now, FF is in the filter bag and CF in the sieve. The filter bag with FF is disconnected from the circuit and discarded. In the next step, CF is backwashed from the sieve to the stirring vessel.
In the third separation step, the magnetic filtering (D), CF is pumped from the stirring vessel through a magnetic filter to remove large steel particles. The magnetic filter (6) is shown in Figure 7 (top right) and details are given in Figure 8.

Fig. 8: Magnetic filter (a); magnetic rods (b); steel particles (see arrow) are attracted by the cladding tubes (c); for details see text.
On the top of the magnetic filter a venting pipe (7) is installed to blow off air enclosures. There is also a pressure relief valve for pressure regulation in the magnetic filter. The suspension is pumped through the magnetic filter via inlet (8) and outlet (10). In the filter housing, two magnetic grids (Figure 8a and 8b) are used for separating the large steel particles. A picture of a magnetic grid is depicted in Figure 8b, showing two main components, the cladding tubes (11) and the magnetic rods (12). The magnetic field is switched on and off by inserting and withdrawing the magnetic rods from the cladding tubes (11), respectively. The CF suspension is pumped from the low-lying feed pipe through the magnetic filter and then back into the stirring vessel. During magnetic filtration, large steel particles accumulate on the surface of the cladding tubes. Since also abrasive particles (garnet) show weak magnetic attraction, compressed air is bubbled over the cladding tubes in order to suppress blocking the filter. In Figure 8c large steel particles accumulated around the cladding tubes are shown. The arrow indicates one of the zones with adhering steel particles.
After the magnetic filtration is completed, the magnetic rods are withdrawn from the cladding tubes and the pump is stopped. Then the cladding tubes are flushed with water (E) and the suspension of large steel particles is collected in a separate container. The stirring vessel now contains a suspension of purified and almost intact abrasive particles ready for reuse (RF).
3.4 Separation efficiency of the test rig
The separation process using the described test rig is conducted for OM with two different steel grades, namely 1.4307 and 1.4571. The separation efficiency E is calculated as follows,
E = (1-cRF/cOM) x 100 [%]
where cRF and cOM are the steel mass fractions in RF and OM, respectively. The steel mass fractions in OM and RF are summarized in Table 2.
Table 2: steel mass fractions c in OM and RF and corresponding separation efficiencies

The steel mass fraction in OM can vary depending on the sample batch because of the segregation of steel and abrasive particles with different densities and particle size.
In the present tests separation efficiencies > 98 % are obtained. The remaining steel content in RF is below < 0.05 wt% which can be attributed to steel attachments on the abrasive particles as described in section 3 or to incomplete separation. The fine fraction FF amounts to approx. 25 to 50 wt% of the original material OM. This fraction cannot be further used for cutting because the particles are too small and the steel content bearing the radioactivity is too high. Therefore, FF is discarded. RF amounts to approx. 50 to 75 % of OM. These numbers can be translated to a reduction of secondary waste up to a factor of four. Both, the high separation efficiencies and the perspective of a considerable reduction of secondary waste by the reuse of abrasive demonstrate the feasibility of the developed separation process.
In our future work, we aim at further optimizing the separation process providing further improved separation efficiencies. A reduction of secondary waste by the described approach has the great potential to force down the disposal costs in view of nuclear WAS applications. This achievement also implies the potential of a revaluation of WAS and its application in decommissioning and dismantling of nuclear facilities. A proof of principle of the present separation process using a radioactive steel/abrasive particle mixture gained at an actual deconstruction site is planned in our follow-up project.
Acknowledgment
This work was funded by the Federal Ministry of Education and Research (BMBF, project numbers 15S9225 A & B). We kindly acknowledge the company ANT for their technical help during the production of sample material in Lübeck. Special thanks to the KIT-TMB workshop for their contributions and ideas for the constructions of the test rig.
References
Cabanas, B. M., Lützenkirchen, J., Leclercq, S., Barboux, P., Lefèvre, G. (2012): Surface charging patterns of stainless alloys – Effect of ageing in conditions of primary cooling circuit of pressurized water reactors. J. Nucl. Mat., Vol. 430 (1-3), pp 150-155.
Deutsches Atomforum e.V. (2014), in: Kernenergie und Kerntechnik in Deutschland und weltweit, URL: https://www.kernd.de/kernd-wAssets/docs/service/043kernenergie_kerntechnik2014.pdf (Stand: 16.04.2020).
Hashish, M. (1984): A Modeling Study of Metal Cutting with Abrasive Waterjets. J. Eng. Mater. Technol., Vol. 106(1), pp 88-100.
Ilg, U., König, G., Erve, M. (2008): Das Werkstoffkonzept in deutschen Leichtwasserreaktoren – Beitrag zur Anlagensicherheit, Wirtschaftlichkeit und Schadensvorsorge. atw, Vol. 53 (12), pp 766-780.
Kantha Babu, M., Krishnaiah Chetty, O. V. (2002): Studies on Recharging of Abrasives in Abrasive Water Jet Machining. Int. J. Adv. Manuf. Tech. Vol. 19, pp 697–703.
Kaulard, J., Brendebach, B., Strub, E. (2010): Strahlenschutzaspekte gängiger Abbau- und Dekontaminationstechniken. GRS-270, ISBN 978-3-939355-46-5, Gesellschaft für Anlagen- und Reaktorsicherheit (GRS) GmbH, Schwertnergasse 1, 50667 Köln, Germany.
Kleimann, J. (2009): Water Abrasive Suspension (WAS) Cutting under Water in Decommissioning Nuclear Power plants. American WJTA Conference and Expo, August 18-20, 2009, Houston, Texas, USA.
Kosmulski, M. (2009): Surface charging and points of zero charge. CRC Press, ISBN 9781420051889.
Lee, G.-R., Lim, B.-J., Park, C.-D. (2019): Evaluation of metal cutting technologies for decommissioning of nuclear power plants. Transactions of the Korean Nuclear Society Spring Meeting, Jeju, Korea, May 23-24.
Lützenkirchen, J., Franks, G.V., Plaschke, M., Zimmermann, R., Heberling, F., Abdelmonem, A., Darbha, G.K., Schild, D., Filby, A., Eng, P., Catalano, J.G., Rosenqvist, J. Preocanin, T., Aytug, T., Zhang, D., Gan, Y., Braunschweig, B. (2018): The surface chemistry of sapphire-c: a literature review and a study on various factors influencing its IEP. Adv. Colloid Interface Sci. Vol. 251, pp 1-25.
Mączka, E., Lützenkirchen, J., Kosmulski, M. (2013): The significance of the solid-to-liquid ratio in the electrokinetic studies of the effect of ionic surfactants on mineral oxides. J. Colloid Interface Sci. Vol. 393, pp 228-233.
Pospíšil, P., (2013): Reactor vessel internals segmentation experience using mechanical cutting tools. Tech. Eng. Vol. X (2), pp 6-10.
Schmitz, A., Knoll, P. (2009): Rückbau der Reaktordruckbehälter-Einbauten im Kernkraftwerk Stade – Ein weiterer Meilenstein auf dem Weg zur grünen Wiese realisiert. atw, Vol. 54 (8/9), pp 514-518.
Tae-Min, O., Gun-Wook, J., Yohan, C., Gye-Chun, C., (2019): Effect of Garnet Characteristics on Abrasive Waterjet Cutting of Hard Granite Rock. Adv. Civ. Eng., Vol. 2019, pp 1-12.
Thierfeldt, S., Schartmann, F. Stilllegung und Rückbau kerntechnischer Anlagen. Brenk Systemplanung GmbH, Aachen, 2009, (www.ptka.kit.edu/ptka-alt/wte/522.php).
0 Comments